Siemens system is the mainstream CNC system selected by domestic and foreign machine tool manufacturers. This system has good stability and provides a broad secondary development platform for machine tool manufacturers. However, China's machine tool manufacturers generally only use Siemens standard HMI. In recent years, with the emergence of new types of machine tools, the needs of machine tool users have become more diverse, and the standard HMI interface has not been able to meet the production needs. In order to make the machine tool develop in a more humanized and high-tech direction and improve the grade of China's numerical control equipment, it is necessary for China's machine tool manufacturers to increase the secondary research and development of numerical control system HMI, and develop their own characteristics for the needs of end users. CNC products to enhance the competitiveness of enterprises.
The HMI interface introduced in this paper takes HMC63e, a horizontal machining center of Shenyang Machine Tool Co., as an example. The Siemens 828D CNC system is selected as the platform, and Easy Screen is the software. The machine status overview, exchange station adjustment, general delay, and exchange station settings are designed. And the tool library setting interface. This HMI interface is completely user-friendly and easy to operate, which greatly improves machine tool productivity.
1. Introduction to CNC system and development software
(1) 828D CNC system
The 828D is the latest CNC system from Siemens. The system is rich in functions, close to the operating style of the 840D system; the appearance adopts compact design, high protection level (up to IP65); communication with the host computer adopts Ethernet protocol, simple and convenient; the drive adopts SINAMICS S120, and the stability is good.
(2) Development software
Easy Screen is a secondary development software for HMI interface provided by Siemens for machine tool builders or machine tool users. It can be applied to CNC systems such as Siemens 828D and 840D sl. ES machine tool builders and users can design their own user interfaces on the HMI of Siemens CNC systems to achieve special functions. The ES allows the user to develop a 5-level sub-menu under the Siemens system CUSTOM main menu. The basic structure of each sub-menu is exactly the same as the original structure of the Siemens system, including eight horizontal soft keys and eight vertical soft keys, which can fully satisfy the user. The need for secondary development of numerical control system HMI.
2. HMI secondary development principles
In order to ensure the friendliness and availability of HMI, the secondary development of HMI is subject to the following principles:
(1) The principle of human-machine interface consistency means that the interface appearance and layout are similar between different systems and within the application system, so that the style is unified.
(2) Various controls should be accompanied by text descriptions or text prompts to prevent users from mishandling in case of unknown circumstances.
(3) The layout of the interface space should be concise and clear. According to the understanding of the actual operating objects, an interface that can bring convenience to the user should be designed, and the degree of humanization is high.
(4) The use of color on the interface can better prompt the operation and relieve the operator's visual fatigue. The color used is generally no more than five.
(5) Do not have too many fonts in an interface. The more concise and clear, the better the recognition.
3. Interface design
The design of this HMI interface is to call the remaining five sub-interfaces for one main interface. The source code of the calling interface is as follows:
HS1=(machine running status, ac7, se1)
HS2=(exchange station modification, ac7, se1)
HS3=(general delay, ac7, se1)
HS4=(tool magazine setting, ac7, se1)
HS5=(exchange station settings, ac7, se1)
Press(HS1)
LM (Mask1)
END_Press
Press(HS2)
LM (Mask2)
END_Press
Press(HS3)
LM("Mask3")
END_Press
Press(HS4)
LM (Mask4)
END_Press
Press(HS5)
LM (Mask5)
END_Press
HS1-HS5 in the source code indicates the five soft keys in the horizontal direction. The text in the parentheses is the text displayed on each soft key; ac7 indicates that the protection level of this interface is 7, that is, all users can perform these interfaces. Operation; se1 means that the soft keys are visible and the font is displayed in black.
Press indicates the action to be performed, that is, "press", the operation object is indicated in parentheses, and Press (HS1) means pressing the HS1 soft key.
LM is the calling instruction, and the parentheses indicate which interface is called, such as LM (Mask1) to call the "machine running status interface".
END_Press means the "press" action is complete. The following describes each interface.
(1) main interface
In the main interface, we can enter each sub-interface by pressing the horizontal softkeys HS1-HS5. The center and upper left corner of the main interface can display the corporate LOGO, which is beautiful in appearance, can highlight the characteristics of the enterprise, and has a high degree of recognition, as shown in Figure 1.

(2) Machine operation status interface
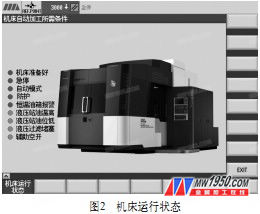
From the machine operating state interface of Figure 2, you can see the machine's appearance and the working status of the components related to the machining operation. The red and green status lights indicate different operating states. The red status light indicates that the component is faulty, and the green status light indicates that the component is in good operating condition. Machining is only possible if all status lights are green. The operator can also determine which part of the machine has a problem based on which status light is red, saving diagnosis and repair time.
(3) Exchange station trimming interface The exchange station is an important part of the horizontal machining center. Through the two exchange trays at both ends of the exchange station, the clamping of one workpiece can be simultaneously performed with the processing of another workpiece, which can greatly improve the production efficiency. Therefore, it is important to ensure the stable and reliable operation of the exchange. In order to solve the above problems, an exchange station repair interface is designed. When there is a problem in the exchange station, the exchange station can be quickly repaired. The interface structure is shown in Figure 3. The two horizontal softkey functions are activated and adjusted, and the six vertical softkeys correspond to the six actions of the exchange. The middle area corresponds to the state of the PLC input/output signal, the green status light indicates that the PLC point has a signal, and the gray status light indicates no signal. All actions of the exchange station are operated by the HMI, and the status of the PLC signal can be directly observed to improve the maintenance efficiency.

(4) Universal delay interface
In the general delay interface (see Figure 4), the various delays necessary for the machine operation are listed, and the delay time can be entered in the corresponding input box, and the comment for each delay is displayed in the lower left corner of the screen. The relevant staff can change the delay time very simply and intuitively to prevent misoperation.

(5) Exchange station / tool magazine interface
Horizontal machining centers are generally equipped with a tool magazine in addition to the exchange station. Correct setting of the tool change point/changing station point and the corresponding delay time are the prerequisites for the reliable operation of the tool magazine and the exchange station and even the entire machine tool. Figures 5 and 6 show the tool change setting interface and the change table setting interface. Here, you can directly enter the delay time associated with the tool change/change point and the tool change/change.

4. Conclusion
The secondary development HMI interface of Siemens can also be applied in other types of machine tools, just change the corresponding machine appearance picture and PLC input/output point. The advantage of this interface is that the layout is reasonable and beautiful, the operation is flexible, the professionalism is strong, and the function is comprehensive, which can increase the added value of the product and enhance the competitiveness of the product. And it can help users to quickly diagnose machine faults, improve user's work efficiency and reduce maintenance costs, which has great practical significance.

Made of 100% high quality durable steel with hard zinc plating, Zinc Plating provides an excellent corrosion resistant shell for a long lasting cost effective fastener. Hex Head Sheet Metal Screws are known to be convenient and versatile. Great to have while working with sheet metal and wet environments.
Flat Phillips Hex Head Screw,Head Self Drilling Drywall Screws,Hex Washer Head Self-Drilling Screw,Hex Head Self Drilling Screw
Handan Jiankun Hardware Products Co., Ltd , https://www.jkscrew.com