With the continuous improvement of aero-engine design performance, the design accuracy of aero-engine components is getting higher and higher, the structure is more and more complex, and the weight is getting lighter. The use of difficult-to-machine materials is severe, the work hardening is serious, the workpiece is prone to thermal deformation, and the quality and precision of the machined surface are not easy to guarantee. In particular, the processing of thin-walled parts with a wall thickness of 2 mm or less and a complex surface with a (oblique) deep groove, the control of the deformation amount and the avoidance of the knife-cutting phenomenon in the process of numerically machining deep grooves are the manufacture of such parts. The key to technological advancement.
1. Typical thin wall oblique deep groove processing characteristics
The high-temperature alloy integral annular thin-walled parts have good high temperature strength and resistance to stress and corrosion at high temperatures. Since the material of the part is a superalloy, it is a difficult material to process. The work hardening phenomenon is serious, and the machinability of the high-temperature alloy is low. Therefore, from the processing technology analysis, such parts have both the process characteristics of thin-walled parts and the process characteristics of difficult-to-machine materials. In order to avoid or reduce the deformation of such parts, to ensure the positional deviation and technical conditions of the parts, it is necessary to arrange the process route, the process method, the selection of equipment, the structural design of the process equipment, the selection of the tool and the optimization of the cutting parameters. The aspect adopts a series of technological measures.
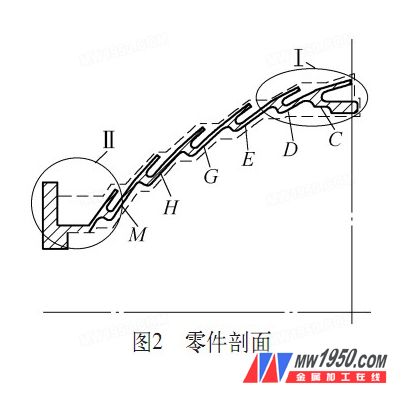
As shown in Fig. 1 and Fig. 2, the typical thin-walled parts are tapered, the structure is complex, the radius of curvature is large, and there are many related processes, which are thin-walled parts of complex profiles. The maximum outer diameter is 600mm, the minimum inner diameter is 500mm, the height is 80mm, and the minimum wall thickness is only 1mm. There are 6 ring grooves with a depth of 7mm and a width of 2mm on the part, and the inclination angle of each ring groove is different. The wool of the part is a free forging, the metal removal is large, and it is easy to generate large processing stress during processing, which causes the machine to be deformed. Because the groove of the part is narrow and deep, it is very difficult to process the parts, especially when machining on the numerical control equipment, the parts are easily scrapped due to the easy tooling.
The reaming shell must be cleaned with clean water after use and record the use of drilling tools.
We mainly produce various specifications and standards of geological core drill rods,core barrels, over shots ,various standards of impregnated synthetic diamond core bits,surface-set diamond bits,PCD reaming shells, surface-set reaming shells, PDC bits and so on.We have strong product development capabilities.Welcome customers to come to our factory to order products.
Reaming Shell,Pcd Reaming Shell,Surface-Set Reaming Shell,Reaming Shell For Sale
WUXI XINZUAN GEOLOGICAL EQUIPMENT CO.,LTD. , https://www.wxsmrxz.com